

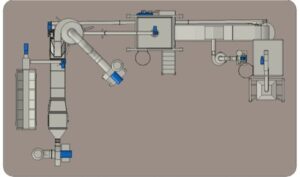
Szczególnie drewno surowe posiada znaczną zbyt dużą wilgotność do dalszego przetwarzania:
Po rozdrobnieniu musi nastąpić wysuszenie surowca do wilgotności wymaganej w dalszym przetwarzaniu. Wynosi ona 12-15%. Jako suszarnie stosuje się:
- suszarnie bębnowe – do wydajności 2 t/h,
- suszarnie fluidyzacyjne – o wydajnością od 1 do 4 t/h.
- suszarnie taśmowe – do wydajności 2 t/h,
Suszarnie bębnowe są proste i często wykorzystywane w procesie suszenia osadów ściekowych, pofermentacyjnych i biomasy. Ich zaletami jest duża przepustowość i wysoka sprawność. Działanie polega na obracaniu i powolnym przemieszczaniu suszonego materiału w strumieniu gorącego powietrza (spalin). Wielkość bębna suszarni dostosowana jest do wymaganej wydajności i może osiągać średnicę 3.5 m i długość do 30 m
Suszarnie fluidyzacyjne to urządzenia, w których gorące powietrze (spaliny) wprowadzone są w dolnej części. Silny ruch gazu suszarniczego powoduje że cząstki materiału otaczane gazem rozlużniają się a ich zachowanie jest zbliżone do zachowania się płynów. Zaletami tych suszarek jest duża wydajność (przepustowość, szybkość suszenia). Ograniczeniami jest jedynie wielkość cząstek materiału, które nie mogą być zbyt duże oraz zbyt duża wilgotność suszonego materiału.
TESTMER posiada w ofercie suszarnie fluidyzacyjne o wydajnościach od 300kg/h do 1,5 t/h.
Suszarnie taśmowe są rodzajem przenośnika taśmowego w którym przez szczelinowe dno dostaje się czynnik suszący – najczęściej gorące powietrze. Prędkość przenośnika jest regulowana. Zakłada się że na wysuszenie 1 tony produktu wymagana jest powierzchnia dna wynosząca około 40 m2 przez to są to urządzenia o znacznych gabarytach.
Proces suszenia w suszarniach bębnowych i fluidyzacyjnych odbywa się gorącymi spalinami. Jako materiał do spalania używanie się odpadów biomasy. Suszarnie te wyposażane są w paleniska, wentylatory wraz z cyklonami.
Przyjmuje się że energochłonność suszarni wynosi od 1.2 do 1.8 kW / kg odparowanej wody.
W przypadku małych wydajności kontrola wilgotności biomasy może odbywać się ręcznie. Większe wydajności (powyżej 1,5 t/h) wymagają zastosowania automatycznej kontroli wilgotności.
Pelet po wysuszeniu i schłodzeniu jest gotowy do zmagazynowania.
W celu nadania mu estetycznego wyglądu i odseparowania pyłu i części drobnych stosowane są separatory wibracyjne lub obrotowe
TESTMER jest producentem obydwu typów separatorów których wydajność dostosowana jest do wydajności granulatora. Odseparowany materiał nie jest tracony i może wrócić ponownie do produkcji.
Pellet może być składowany w magazynie płaskim, w silosach lub zbiornikach ekspedycyjnych skąd łatwo może zostać załadowany na środki transportu.
Gotowy pellet jest często pakowany w worki 5,10,15,20,i 25 kg. TESTMER ofertuje linie do pakowania w worki oraz big-bagi.
Przykładowy rysunek kompletnej linii do pelletowania wyposażona w suszarnię fluidyzacyjną i pakowanie w worki big-bag zamieszczono poniżej:
TESTMER posiada w ofercie urządzenia przeznaczone do pracy w obszarach zagrożonych wybuchem zaklasyfikowanych do stref 21 i 22.
Zastosowane w nich rozwiązania konstrukcyjne uniemożliwiające zainicjowanie zapłonu mieszanin wybuchowych i są bezpieczne dla obsługi. ![]()
Wymagania dotyczące urządzeń oraz klasyfikacja stref zagrożonych wybuchem objęta jest Rozporządzeniem Ministra Rozwoju z dnia 6 czerwca 2016 r. w sprawie wymagań dla urządzeń i systemów ochronnych przeznaczonych do użytku w atmosferze potencjalnie wybuchowej.
Tabela przedstawia podział stref ze względu na występujące zagrożenie.
|
Mieszanina wybuchowa wywołana przez powietrze oraz: |
Oznaczenie strefy |
Występowanie atmosfery wybuchowej |
|
STREFA G |
0 |
ciągłe, zagrożenie utrzymuje się przez długi czas |
|
1 |
zagrożenie może się pojawić w normalnych warunkach |
|
|
2 |
rzadkie, nie występuje w warunkach normalnej pracy, jeżeli wystąpi, trwa krótko |
|
|
STREFA D |
20 |
ciągłe, zagrożenie utrzymuje się przez długi czas |
|
21 |
zagrożenie może się pojawić w normalnych warunkach |
|
|
22 |
rzadkie, nie występuje w warunkach normalnej pracy, jeżeli wystąpi, trwa krótko |
Zachęcamy do zapoznania się z całą ofertą TESTMER.















